La contracción en piezas moldeadas por inyección es un desafío habitual para los ingenieros y diseñadores de productos plásticos. Este fenómeno ocurre cuando el plástico fundido se enfría y solidifica, provocando que la pieza final sea más pequeña de lo esperado. Si no se controla correctamente, puede afectar la precisión, la estabilidad y hasta los tiempos de desarrollo.
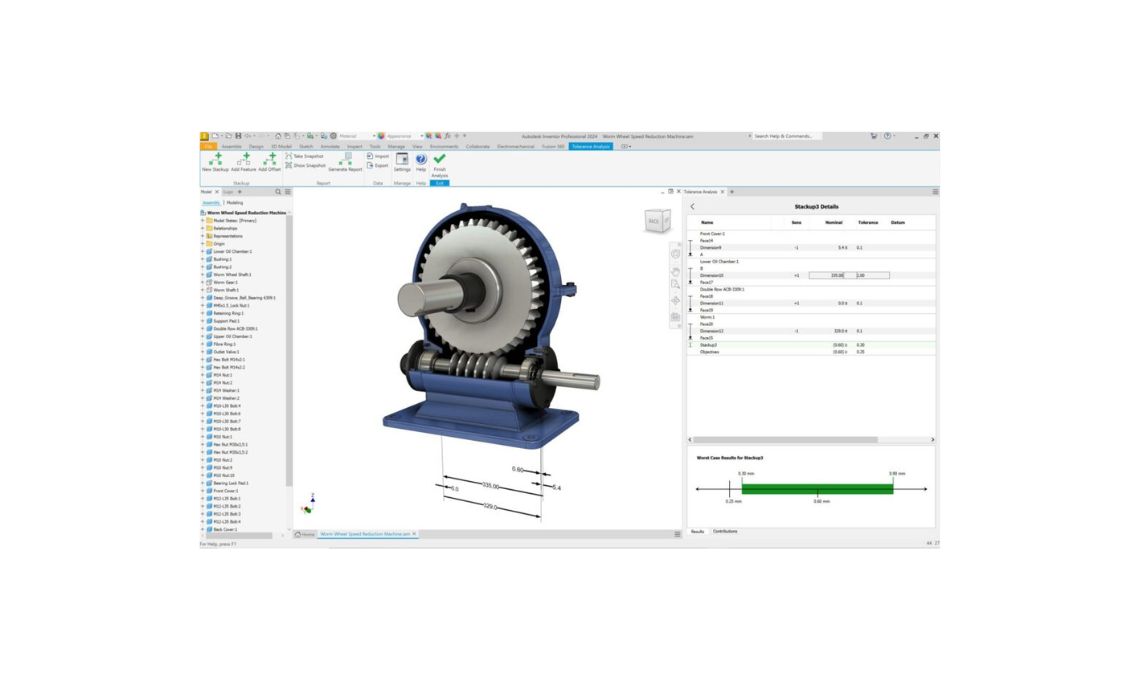
Herramientas de diseño como Autodesk Inventor facilitan el trabajo de los ingenieros al permitir planificar y modelar las piezas teniendo en cuenta la contracción desde la fase de diseño. De esta forma, se pueden reducir errores costosos y obtener piezas de mejor calidad.
¿Qué es la contracción en el moldeo por inyección?
En palabras simples, la contracción es la reducción de tamaño que ocurre cuando el plástico pasa de estado líquido a sólido dentro del molde. Este proceso depende de varios factores: el tipo de material, los refuerzos incorporados, el espesor de las paredes, la temperatura y presión durante el moldeo, y el diseño de la pieza y del molde.
La contracción puede ser volumétrica, afectando toda la pieza, o lineal, que ocurre principalmente en la dirección del flujo del material. Sin importar el tipo, si no se controla, puede causar deformaciones, problemas en el ensamblaje y piezas que no cumplen con las especificaciones.
Factores que afectan la contracción de las piezas
1. Tipo de polímero
Cada plástico tiene un comportamiento diferente al enfriarse:
- Polímeros amorfos como ABS, poliestireno o policarbonato, tienden a contraerse de manera uniforme, aunque ligeramente más en la dirección del flujo.
- Polímeros semicristalinos como PTFE, polietileno de alta densidad o polipropileno, presentan una contracción mayor, especialmente perpendicular al flujo, debido a su estructura cristalina.
En general, los materiales semicristalinos se encogen más que los amorfos, y esto hay que tenerlo en cuenta al momento de diseñar.
2. Relleno y refuerzo de fibra
Añadir fibras de vidrio, mica o incluso madera puede ayudar a controlar la contracción:
- Las fibras no se contraen al enfriarse, reduciendo la contracción en su dirección.
- Pero pueden aumentar la contracción transversal, generando diferencias dentro de la pieza.
Por eso, la orientación y cantidad de fibras debe evaluarse cuidadosamente para mantener la estabilidad dimensional.
3. Espesor de la pared
El grosor de la pieza influye directamente en cómo se enfría y se contrae:
- Las paredes delgadas se enfrían rápido y tienen menos contracción.
- Las paredes gruesas tardan más en solidificarse y presentan mayor contracción y riesgo de deformación.
Mantener un espesor uniforme es clave para evitar problemas como deformaciones en “cuenco” o “silla de montar” y asegurar un empaquetado correcto del material.
4. Condiciones de procesamiento
El control del proceso de moldeo es fundamental:
- Temperatura: controlar la fusión evita contracciones excesivas.
- Presión: aplicar la presión adecuada ayuda a compensar la contracción.
- Velocidad de enfriamiento: un enfriamiento uniforme reduce deformaciones sin afectar las propiedades mecánicas.
- Ubicación de la compuerta: colocarla estratégicamente, desde las zonas más gruesas hacia las más delgadas, asegura un llenado equilibrado y controla la contracción.
Los gráficos de presión, volumen y temperatura (PVT) son herramientas útiles para entender cómo se comportará cada plástico durante el proceso.
5. Diseño de piezas y moldes
El diseño puede ser el mejor aliado para reducir la contracción:
- La geometría de la pieza y la ubicación de la compuerta afectan cómo se distribuye el flujo y cómo se contrae la pieza.
- Ajustar el molde según la contracción nominal permite mantener la precisión dimensional.
- Identificar zonas críticas o nodos de montaje ayuda a prever deformaciones antes de fabricar el molde.
Programas como Autodesk Inventor, combinados con simulaciones de moldeo, facilitan este análisis y ayudan a tomar decisiones más acertadas desde el principio.
Simulación avanzada para anticipar problemas
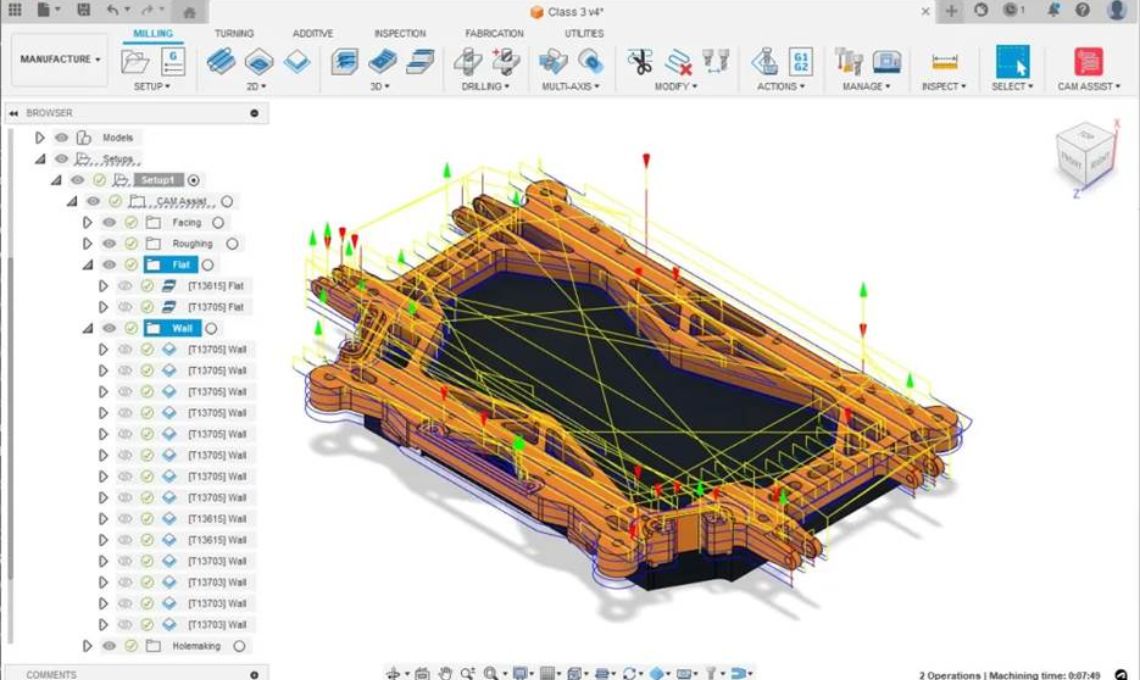
Hoy en día, las simulaciones son una herramienta indispensable. Con software como Autodesk Moldflow, los ingenieros pueden:
- Visualizar la contracción y la deformación esperadas.
- Probar diferentes materiales y geometrías sin necesidad de fabricar múltiples prototipos.
- Ajustar parámetros del molde y del proceso para obtener piezas más precisas.
Esto permite ahorrar tiempo, reducir costos y mejorar la calidad final del producto.
Buenas prácticas para reducir la contracción
Para minimizar problemas en las piezas de inyección, conviene seguir estas recomendaciones:
- Elegir el polímero adecuado según las necesidades de tolerancia y estabilidad.
- Mantener un espesor de pared uniforme y evitar zonas muy gruesas.
- Optimizar el uso de fibras o rellenos para mejorar la estabilidad dimensional.
- Controlar cuidadosamente temperatura, presión y enfriamiento durante el proceso.
- Utilizar simulaciones para anticipar la contracción y validar el diseño antes de fabricar el molde.
Estas prácticas combinan diseño inteligente con control de proceso, reduciendo la probabilidad de errores y garantizando piezas de mayor calidad.
Cómo lograr piezas precisas y de alta calidad
La contracción en piezas moldeadas por inyección no tiene por qué ser un problema. Comprender los materiales, controlar el proceso y planificar el diseño con herramientas como Autodesk Inventor permite anticipar deformaciones y obtener piezas precisas, estables y eficientes. Con estas estrategias, es posible mejorar la calidad del producto, reducir costos y acelerar el desarrollo de proyectos de moldeo por inyección.